Heute bestellt, heute versandt.
Wir sind nicht die Größten, aber wir sind die Schnellsten in unserer Branche.
Profitieren Sie von unseren extrem kurzen Lieferzeiten bei 1/100-Reibahlen von 0,1 mm bis 13,5 mm. Wenn Sie bis 11.00 Uhr bestellen, erfolgt der Versand in der Regel noch am selben Tag.
Neue Preise ab 1. August 2022

Reibahlen
Alle Reibahlen sind lagermäßig in hoher Stückzahl bevorratet (auch von Zwischendurchmessern und Sondertoleranzen) und deshalb besonders schnell lieferbar.
Wenn Sie bis 11.00 Uhr bestellen, erfolgt der Versand in der Regel noch am selben Tag.
Mikro Reibahlen

Mikro Reibahlen
|
Reibahlen 1/100

VHM Reibahlen 1/100
Von 0,1 mm – 0,48 mm, 1/100 steigend, danach 1/1000 steigend. Lagermäßig in hoher Stückzahl bevorratet und deshalb besonders schnell lieferbar.
|
Reibahlen mit Überlängen

VHM-Reibahlen, überlang
Linksdrall / rechtsschneidend
1/100 steigend, Zwischenabmessungen auf Anfrage
| Ø | GL | Schaft | SL | NL | Z |
| 1,95 - 2,05 | 100 | 2 | 20 | 79 | 6 |
| 2,95 - 3,05 | 100 | 3 | 20 | 79 | 6 |
| 3,06 - 3,94 | 100 | 4 | 20 | 79 | 6 |
| 3,95 - 4,05 | 100 | 4 | 24 | 75 | 6 |
| 4,06 - 4,94 | 100 | 5 | 24 | 75 | 6 |
| 4,95 - 5,05 | 100 | 5 | 26 | 73 | 6 |
| 5,06 - 5,94 | 100 | 6 | 26 | 73 | 6 |
| 5,95 - 6,05 | 100 | 6 | 26 | 73 | 6 |
| 2,95 - 3,05 | 150 | 3 | 20 | 129 | 6 |
| 3,06 - 3,94 | 150 | 4 | 20 | 125 | 6 |
| 3,95 - 4,05 | 150 | 4 | 24 | 125 | 6 |
| 4,06 - 4,94 | 150 | 5 | 24 | 123 | 6 |
| 4,95 - 5,05 | 150 | 5 | 26 | 123 | 6 |
| 5,06 - 5,94 | 150 | 6 | 26 | 123 | 6 |
| 5,95 - 6,05 | 150 | 6 | 26 | 123 | 6 |
| 6,06 - 6,94 | 150 | 6 | 26 | 123 | 6 |
| 6,95 - 7,05 | 150 | 7 | 35 | 115 | 6 |
| 7,06 - 7,89 | 150 | 7 | 35 | 115 | 6 |
| 7,90 - 8,10 | 150 | 8 | 35 | 115 | 6 |
| 8,11 - 8,89 | 150 | 8 | 35 | 115 | 6 |
| 8,90 - 9,10 | 150 | 9 | 35 | 115 | 6 |
| 9,11 - 9,89 | 150 | 9 | 35 | 115 | 6 |
| 9,90 - 10,10 | 150 | 10 | 35 | 115 | 6 |
| 10,11 - 10,89 | 150 | 10 | 35 | 115 | 6 |
| 10,90 - 11,10 | 150 | 11 | 35 | 115 | 6 |
| 11,11 - 11,89 | 150 | 11 | 35 | 115 | 6 |
| 11,90 - 12,10 | 150 | 12 | 35 | 115 | 6 |
| 12,11 - 12,89 | 150 | 12 | 35 | 115 | 6 |
| 12,90 - 13,10 | 150 | 13 | 35 | 115 | 6 |
| 13,11 - 13,89 | 150 | 13 | 35 | 115 | 6 |
| 13,90 - 14,10 | 150 | 13 | 35 | 115 | 6 |
| 14,11 - 14,891 | 150 | 14 | 35 | 115 | 6 |
| 14,90 - 15,10 | 150 | 14 | 35 | 115 | 6 |
| 15,90 - 16,10 | 150 | 16 | 35 | 115 | 6 |
Reibahlen mit Rechtsdrall

Reibahlen mit Rechtsdrall, rechtsschneidend
1/100 steigend nach Werksnorm speziell für Sackloch, da die Späne durch den Rechtsdrall aus der Bohrung kommen.
Kein Spänestau im Bohrungsgrund!
Zwischenabmessungen auf Anfrage.
Zum Spiegeln des Grundes empfehlen wir unseren 180° Stirnanschnitt.
| Ø | GL | Schaft | SL | NL | Z |
| 1,51 - 2,00 | 45 | 2 | 16 | 28 | 4 |
| 2,01 - 2,40 | 50 | 2 - 3 | 18 | 31 | 4 |
| 2,41 - 2,70 | 55 | 3 | 20 | 34 | 4 |
| 2,71 - 3,10 | 60 | 3 | 20 | 39 | 4 - 6 |
| 3,11 - 3,70 | 60 | 4 | 22 | 37 | 6 |
| 3,71 - 4,10 | 65 | 4 | 24 | 40 | 6 |
| 4,11 - 4,60 | 65 | 5 | 24 | 40 | 6 |
| 4,61 - 4,90 | 65 | 5 | 26 | 38 | 6 |
| 4,91 - 5,20 | 75 | 5 | 26 | 48 | 6 |
| 5,21 - 5,70 | 75 | 5 | 26 | 48 | 6 |
| 5,71 - 6,20 | 75 | 5 - 6 | 26 | 48 | 6 |
| 6,21 - 6,60 | 80 | 6 | 30 | 49 | 6 |
| 6,61 - 6,90 | 80 | 6 - 7 | 30 | 49 | 6 |
| 6,91 - 7,20 | 95 | 7 | 35 | 59 | 6 |
| 7,21 - 7,70 | 95 | 7 | 35 | 59 | 6 |
| 7,71 - 8,20 | 95 | 7 - 8 | 35 | 59 | 6 |
| 8,21 - 8,70 | 100 | 8 | 35 | 64 | 6 |
| 8,71 - 8,90 | 100 | 8 - 9 | 35 | 64 | 6 |
| 8,91 - 9,20 | 100 | 9 | 35 | 64 | 6 |
| 9,21 - 9,70 | 100 | 9 | 35 | 64 | 6 |
| 9,71 - 9,90 | 100 | 9 - 10 | 35 | 64 | 6 |
| 9,91 - 10,70 | 100 | 10 | 35 | 64 | 6 |
| 10,71 - 10,90 | 100 | 10 - 11 | 35 | 64 | 6 |
| 10,91 - 11,20 | 100 | 11 | 35 | 64 | 6 |
| 11,21 - 11,70 | 100 | 11 | 35 | 64 | 6 |
| 11,71 - 11,90 | 100 | 11 - 12 | 35 | 64 | 6 |
| 11,91 - 12,60 | 100 | 12 | 35 | 64 | 6 |
| 12,61 - 12,90 | 100 | 12 - 13 | 35 | 64 | 6 |
| 12,91 - 13,52 | 100 | 13 | 35 | 64 | 6 |
| 13,90 - 14,10 | 100 | 14 | 35 | 64 | 6 |
| 14,90 - 15,10 | 100 | 14 | 35 | 64 | 6 |
| 15,90 - 16,10 | 100 | 16 | 35 | 64 | 6 |
| 17,90 - 18,10 | 100 | 18 | 35 | 64 | 6 |
| 19,90 - 20,10 | 100 | 20 | 35 | 64 | 6 |
Reibahlen mit zentraler Innenkühlung
Reibahlen mit Innenkühlung
In 1/100-Maßen lieferbar.
Die Reibahlen sind rechtsschneidend, geradegenutet. Baumaße nach Werksnorm.
Aufgrund der zentralen Kühlmittelbohrung besonders gut für Grundlöcher geeignet.
Andere Ausführungen erhalten Sie auf Anfrage.
| Ø | GL | Schaft | SL | NL | Z |
| 2,95 - 3,05 | 75 | 6 | 22 | 40 | 6 |
| 3,06 - 3,96 | 75 | 6 | 24 | 40 | 6 |
| 3,97 - 4,05 | 75 | 6 | 24 | 40 | 6 |
| 4,06 - 4,96 | 75 | 6 | 24 | 40 | 6 |
| 4,97 - 5,05 | 75 | 6 | 24 | 40 | 6 |
| 5,06 - 5,96 | 75 | 6 | 24 | 40 | 6 |
| 5,97 - 6,05 | 80 | 6 | 30 | 45 | 6 |
| 6,06 - 6,47 | 80 | 6 | 30 | 45 | 6 |
| 6,48 - 6,96 | 103 | 8 | 30 | 63 | 6 |
| 6,97 - 7,05 | 103 | 8 | 30 | 63 | 6 |
| 7,06 - 7,96 | 103 | 8 | 30 | 63 | 6 |
| 7,97 - 8,05 | 103 | 8 | 35 | 63 | 6 |
| 8,06 - 8,47 | 103 | 8 | 35 | 63 | 6 |
| 8,48 - 8,96 | 103 | 10 | 36 | 63 | 6 |
| 8,97 - 9,05 | 103 | 10 | 35 | 63 | 6 |
| 9,06 - 9,96 | 103 | 10 | 35 | 63 | 6 |
| 9,97 - 10,05 | 103 | 10 | 35 | 63 | 6 |
| 10,06 - 10,47 | 103 | 10 | 35 | 63 | 6 |
| 10,48 - 10,96 | 103 | 12 | 40 | 63 | 6 |
| 10,97 - 11,05 | 103 | 12 | 40 | 63 | 6 |
| 11,06 - 11,96 | 103 | 12 | 40 | 63 | 6 |
| 11,97 - 12,10 | 103 | 12 | 40 | 63 | 6 |
| 12,55 - 12,65 | 103 | 14 | 40 | 63 | 6 |
| 12,97 - 13,10 | 103 | 14 | 40 | 63 | 6 |
| 13,97 - 14,10 | 103 | 14 | 40 | 63 | 6 |
| 15,95 - 16,10 | 103 | 16 | 40 | 63 | 6 |
Reibahlen mit Innenkühlung, seitlicher Austritt
Reibahlen mit Innenkühlung, seitlicher Austritt
In 1/100-Maßen lieferbar.
Die Reibahlen sind rechtsschneidend, geradegenutet. Baumaße nach Werksnorm.
Aufgrund der seitlichen Kühlmittelbohrung besonders gut für Durchgangslöcher geeignet.
| Ø | GL | Schaft | SL | NL | Z | |
| 2,90 - 3,10 | 75 | 6 | 14 | 45 | 4 | |
| 3,90 - 4,10 | 75 | 6 | 14 | 45 | 4 | |
| 4,90 - 5,10 | 85 | 6 | 14 | 55 | 4 | |
| 5,90 - 6,10 | 85 | 6 | 14 | 55 | 4 | |
| 6,90 - 7,10 | 105 | 8 | 18 | 70 | 4 | |
| 7,90 - 8,10 | 105 | 8 | 18 | 70 | 4 | |
| 8,90 - 9,10 | 115 | 10 | 22 | 75 | 6 | |
| 9,90 - 10,10 | 115 | 10 | 22 | 75 | 6 | |
| 10,90 - 11,10 | 115 | 12 | 22 | 75 | 6 | |
| 11,90 - 12,10 | 115 | 12 | 22 | 75 | 6 | |
| 12,90 - 13,10 | 115 | 14 | 24 | 75 | 6 | |
| 13,90 - 14,10 | 115 | 14 | 24 | 75 | 6 |
Hartreibahlen

Hartreibahlen 58 bis 65 HRC
1/100 steigend, rechtsschneidend, gerade Nut
| Ø | GL | Schaft | SL | NL | Z |
| 2,95 - 3,05 | 75 | 6 | 12 | 40 | 6 |
| 3,95 - 4,05 | 75 | 6 | 14 | 40 | 6 |
| 4,95 - 5,05 | 75 | 6 | 14 | 40 | 6 |
| 5,90 - 6,12 | 80 | 6 | 20 | 40 | 6 |
| 6,90 - 7,12 | 100 | 8 | 20 | 60 | 6 |
| 7,90 - 8,12 | 100 | 8 | 25 | 60 | 6 |
| 8,90 - 9,12 | 100 | 10 | 25 | 60 | 6 |
| 9,90 - 10,12 | 100 | 10 | 25 | 60 | 6 |
| 10,90 - 11,12 | 100 | 12 | 30 | 60 | 6 |
| 11,95 - 12,12 | 100 | 12 | 30 | 60 | 6 |
| 12,90 - 13,12 | 100 | 14 | 30 | 60 | 6 |
| 13,90 - 14,12 | 100 | 14 | 30 | 60 | 6 |
| 14,90 - 15,12 | 100 | 14 | 30 | 60 | 6 |
| 15,90 - 16,12 | 100 | 16 | 30 | 60 | 6 |
Achtung: Reibahlen sind unbeschichtet!
Zur Erzielung eines optimalen Ergebnisses ist eine Beschichtung zwingend erforderlich
Reibahlen ungleich geteilt
VHM-Reibahlen, extrem ungleich geteilt
VHM-Reibahlen extrem ungleich geteilt, nach DIN 212
1/100 steigend, rechtsschneidend mit Linksdrall, für beste Rundheit der Bohrung.
| Ø | GL | Schaft | SL | NL | Z |
| 2,95 - 3,05 | 61 | 3 | 15 | 33 | 6 |
| 3,95 - 4,05 | 75 | 4 | 19 | 32 | 6 |
| 4,95 - 5,05 | 86 | 5 | 23 | 52 | 6 |
| 5,95 - 6,05 | 93 | 6 | 26 | 57 | 6 |
| 6,95 - 7,05 | 109 | 7 | 31 | 69 | 6 |
| 7,90 - 8,10 | 117 | 8 | 33 | 76 | 6 |
| 8,90 - 9,10 | 125 | 9 | 36 | 81 | 6 |
| 9,90 - 10,10 | 133 | 10 | 38 | 87 | 6 |
| 10,90 - 11,10 | 142 | 11 | 41 | 96 | 6 |
| 11,90 - 12,10 | 151 | 12 | 44 | 105 | 6 |
| 12,90 - 13,10 | 151 | 13 | 44 | 105 | 6 |
Wissenwertes
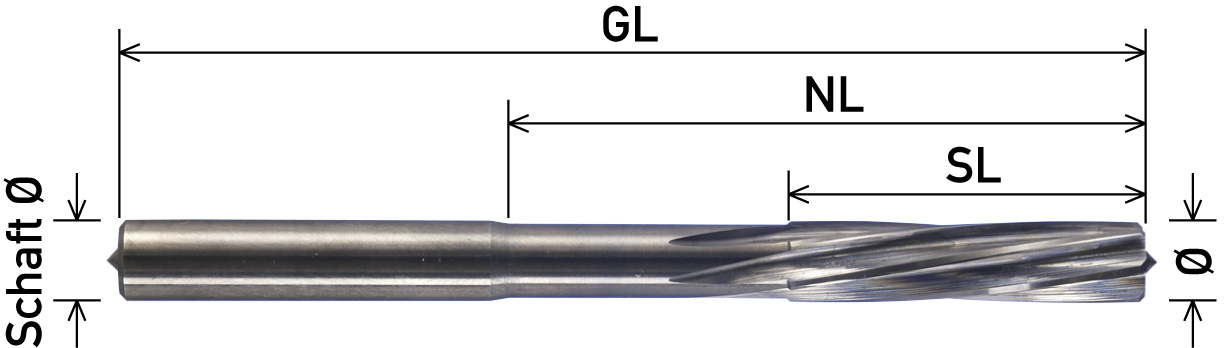
Reibahlen
Maschinenreibahlen dienen der Qualitätsverbesserung einer Bohrung. Die Abtragsleistung ist dabei gering. Die Maschinenreibahle hat einen kurzen Schneidenteil und ist in der Bohrung aufgrund ihrer Führungsphasen selbst führend. Die Schneiden können links- sowie rechtsgedrallt oder geradegenutet sein. Eine bestehende Bohrung, die über eine Reibzugabe verfügt, wird mit einer Reibahle aufgerieben. Reibungszugaben müssen so gewählt werden, dass eine Mindestspanungsdicke gegeben ist, aber keine Überlastung durch eine zu große Spanabnahme erfolgt. Da nur ein Spanungsgang durchgeführt wird, entspricht die Reibzugabe der Spandicke . Diese ist stark begrenzt und beträgt je nach Werkstoff und Durchmesser der Bohrung 0,1 bis 0,5 mm.
Rechtsdrall
Der Rechtsdrall ist eine Sonderform, welche bei kurzen Grundlöchern eingesetzt wird. Durch den Rechtsdrall werden die Späne automatisch aus der Bohrung befördert.
Gerade genutet
Die gerade Nut stellt eine Mischform dar. Sie kann sowohl bei Durchgangsbohrungen als auch bei Grundlöchern verwendet werden. Mit zentraler Kühlmittelbohrung eignet sie sich sehr gut für tiefe Grundlöcher, da die Späne durch die Spankammern nach hinten heraus gespült werden.
Ungleiche Teilung
Unsere Werkzeuge sind standardmäßig gleich geteilt. Erst bei Rundheits-Problemen sollten extrem ungleiche Teilungen zum Einsatz kommen. Durch die ungleiche Teilung werden Schwingungen die im Bearbeitungsprozess entstehen (unterbrochener Schnitt, Querbohrungen usw.) eliminiert.
Bohrungstoleranzen
Mehrschneidige Reibahlen erreichen beste Genauigkeit und Form. Durch die geringe Spanabnahme und die größere Schneidenzahl wird die Führung in der Bohrung stark verbessert. Das Werkzeug lässt sich kaum aus der Mittellage drängen.
Oberflächengüte
Die Oberflächengüte ist von mehreren Faktoren abhängig. Der zu bearbeitende Werkstoff, die Schnittparameter, die Qualität der Bohrung und des Werkzeuges sowie die Maschine selbst wirken sich aus. Richtung und Lage der Bohrung lassen sich nur bedingt verbessern, da sie von der Qualität der Bohrung an sich abhängt.
Richtwerte für VHM-Maschinenreibahlen
Vorschub pro Umdrehung
| Werkstoff | Vc (m/min) | 2 mm | 6 mm | 10 mm | 14 mm |
| Stahl - 700 N | 20 - 25 | 0,10 | 0,12 | 0,18 | 0,18 |
| Stahl - 1100 N | 12 - 18 | 0,08 | 0,10 | 0,18 | 0,18 |
| Stahl - 1400 N | 10 - 15 | 0,08 | 0,09 | 0,15 | 0,20 |
| Rostfreie Stähle | 7 - 12 | 0,07 | 0,10 | 0,12 | 0,15 |
| Titan | 6 - 10 | 0,07 | 0,10 | 0,12 | 0,15 |
| Aluminium < 160 HB | 40 - 60 | 0,15 | 0,18 | 0,25 | 0,30 |
| Guss mit Lamellen-graphit < 180 HB | 30 - 40 | 0,10 | 0,12 | 0,20 | 0,20 |
| Guss mit Kugelgraphit < 180 HB |
30 - 40 | 0,10 | 0,12 | 0,20 | 0,20 |
| Hartguss < 180 HB | 8 - 10 | 0,07 | 0,10 | 0,15 | 0,18 |
| Sonderlegierungen < 260 HB | 6 - 10 | 0,07 | 0,10 | 0,12 | 0,15 |
| Bronze | 20 - 25 | 0,15 | 0,18 | 0,22 | 0,35 |
| Kupfer | 25 - 30 | 0,12 | 0,18 | 0,20 | 0,25 |
| Messing | 35 - 40 | 0,20 | 0,22 | 0,30 | 0,35 |
Fräser
Ein- oder Mehrzahnfräser?
Die Frage nach dem idealen Fräser ist von dem zu bearbeitenden Material abhängig. Bei "weichen" Materialien wie Kunststoff (PVC, Plexiglas, Kömacel, usw.), Holzwerkstoffe (Spanplatten) und NE-Metalle (weiches Aluminium, Alucobond, usw.) ist meist der Einschneider im Vorteil, da hier das Problem der Schneidenerosion gegenüber der Verstopfungsgefahr zurücktritt.
Bei sehr harten Kunststoffen und bei härteren Alu-Sorten (kurzspanend) ist der Zweischneider besser geeignet. Bei Stählen werden überwiegend Fräser mit 4 oder mehr Schneiden verwendet.
Einzahnfräser
Einzahnfräser werden meist bei der Bearbeitung von „weichen“ Werkstoffen eingesetzt. Ihre sehr große Spankammer gewährleistet eine ideale Spananbfuhr sowie eine hohe Abtragsleistung.
Mehrzahnfräser
Mehrzahnfräser werden bei der Bearbeitung von „härteren“ Werkstoffen eingesetzt. Es wird eine höhere Laufruhe erreicht, da immer mehrere Schneiden im Eingriff sind. Je mehr Schneiden das Werkzeug aufweist, desto kleiner fallen die einzelnen Späne aus. Ein weiterer Vorteil des Mehrzahnfräser ist eine höhere Oberflächengüte.
Unterscheidungen nach den zu bearbeitenden Werkstoffen
Holz wird ohne Kühlschmierstoff (KSS) und mit hoher Schnittgeschwindigkeit gefräst. Da das Holz ein schlechter Wärmeleiter ist, treten an den Werkzeugoberflächen hohe Temperaturen auf. Deshalb müssen Vorschub und Frästiefe so gewählt werden, dass die Oberfläche keine Brandspuren aufweist.
Kunststoffe werden mit mittlerer Schnittgeschwindig- keit bearbeitet und, je nach Art des Materials (Härte und plastischem Verhalten) wird Wasser oder Alkohol zum Kühlen verwendet.
Die Schnittgeschwindigkeit für Metalle umfasst, je nach Art (spröde oder zäh) ein breites Spektrum. An Maschinen wird mit etwa 20–300 m/min. gearbeitet. In der Serienfertigung oder bei fräsintensiven Werkstücken, z. B. bei Spanten in Flugzeugen, werden aufgrund der Wirtschaftlichkeit alle Parameter optimal aufeinander abgestimmt und es sind Geschwindigkeiten bis 10.000 m/min möglich. In den meisten Fällen kommen dabei Kühlschmierstoffe zum Einsatz, doch besteht eine eindeutige Tendenz hin zu trockener Bearbeitung.
Der Anteil der KSS-Kosten an den Gesamtkosten eines gefrästen Werkstücks beträgt zwischen 10 und 20 %.
Die verwendeten Werkzeuge unterscheiden sich ebenfalls stark in Schneidenmaterial und -form. Holz- und Kunststofffräser weisen im Gegensatz zu Metallfräsern immer einen positiven Spanwinkel und größere Spankammern auf.
Einzahnfräser mit Rechtsdrall


|
Einzahnfräser mit Rechtsdrall
Entwickelt für die CNC-Bearbeitung von Aluminium, Leicht- und Buntmetallen sowie von Thermoplasten und Duroplasten.
|
Einzahnfräser mit Linksdrall

Einzahnfräser mit Linksdrall
Die Werkzeuge garantieren höchste Schnittleistung auch auf CNC-Graviermaschinen.
Unsere Einzahnfräser sind zum HSC-Fräsen geeignet.
Sonderausführungen erhalten Sie auf Anfrage.
Einzahnfräser Schaft 3
Einzahnfräser Schaft 3 mit optimierter Schneidengeometrie
Die Werkzeuge garantieren höchste Schnittleistung auch auf CNC-Graviermaschinen.
Unsere Einzahnfräser sind zum HSC-Fräsen geeignet.
Sonderausführungen erhalten Sie auf Anfrage.
|
Einzahnfräser Schaft 4
Einzahnfräser Schaft 4 mit optimierter Stirnschneidengeometrie
Entwickelt für die CNC-Bearbeitung von Aluminium, Leicht- und Buntmetallen sowie von Thermoplasten und Duroplasten.
Die Werkzeuge garantieren höchste Schnittleistung auch auf CNC-Graviermaschinen. Unsere Einzahnfräser sind zum HSC-Fräsen geeignet. Sonderausführungen erhalten Sie auf Anfrage.
|
Einzahnfräser Schaft 6
|
Einzahnfräser Schaft 6 Entwickelt für die CNC-Bearbeitung von Aluminium, Leicht- und Buntmetallen sowie von Thermoplasten und Duroplasten. Die Werkzeuge garantieren höchste Schnittleistung auch auf CNC-Graviermaschinen (zum Sonderausführungen erhalten Sie auf Anfrage.
|
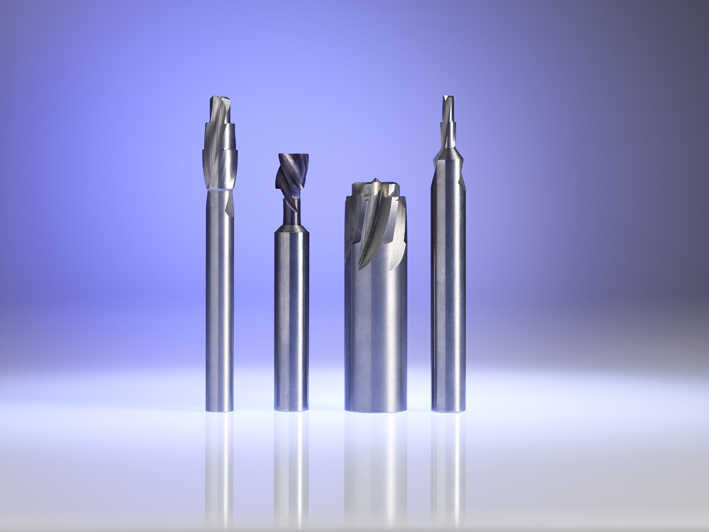
Mehrzahnfräser

Mehrzahnfräser
Bei sehr harten Kunststoffen und bei härteren Alu-Sorten (kurzspanend) sind Mehrzahnfräser besser geeignet als Einzahnfräser.
Bei Stählen werden überwiegend Fräser mit 4 oder mehr Schneiden verwendet.
Sprechen Sie uns an
Wissenswertes
Einzahnfräser
Einzahnfräser werden meist bei der Bearbeitung von „weichen“ Werkstoffen eingesetzt. Ihre sehr große Spankammer gewährleistet eine ideale Spananbfuhr sowie eine hohe Abtragsleistung.
Mehrzahnfräser
Mehrzahnfräser werden bei der Bearbeitung von „härteren“ Werkstoffen eingesetzt. Es wird eine höhere Laufruhe erreicht, da immer mehrere Schneiden im Eingriff sind. Je mehr Schneiden das Werkzeug aufweist, desto kleiner fallen die einzelnen Späne aus. Ein weiterer Vorteil des Mehrzahnfräser ist eine höhere Oberflächengüte.
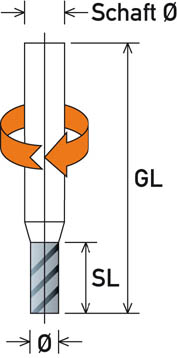
Form A:
Schneidendurchmesser kleiner als Schaftdurchmesser
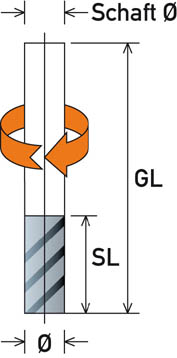
Form B:
Schneidendurchmesser gleich Schaftdurchmesser
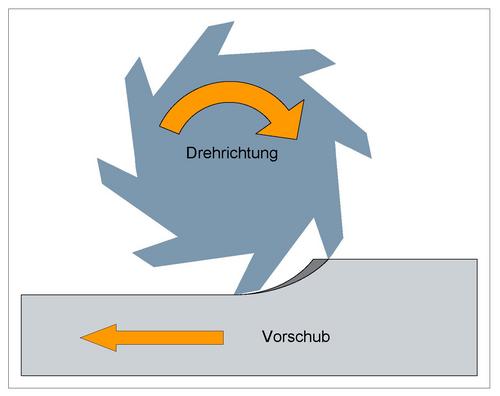
Gegenlauffräsen
Beim Gegenlauffräsen bewegt sich die Schneide des rotierenden Werkzeugs im Eingriffsbereich entgegen der Vorschubrichtung des Werkstücks und bildet einen vom Eintrittspunkt zum Austrittspunkt der Schneide sich verdickenden Span (Kommaspan). Vor dem Eintreten der Schneide in den Werkstoff gleitet sie auf der Arbeitsfläche und verfestigt das vorhandene Gefüge. Dadurch entsteht erst eine hohe Reibung und anschließend muss die Schneide durch das verfestigte Material dringen. Infolge der zunehmenden Spandicke ist die Maschine unterschiedlich belastet und neigt zu Vibrationen (Siehe hierzu auch: Regenerativeffekt). Auch ist dadurch bedingt der Kraftaufwand langsam ansteigend. Bei Schneideneintritt ist er gering, weil noch wenig Material abgenommen werden muss, wächst aber dann während des Fräsvorgangs an und erreicht kurz vor Schneidenaustritt seinen maximalen Wert, bevor der Kommaspan schließlich abgetrennt wird.
Der während des Fräsvorgangs durch die Verdichtung entstehende hohe Druck verursacht einen starken Verschleiß der Freiflächen an den Schneiden, wodurch sich die Standzeit verringert. Aufgrund dieses Nachteils ist das Gegenlauffräsen somit nur ökonomisch sinnvoll, wenn Werkstücke harte und verschleißend wirkende Randzonen aufweisen (geringerer Verfestigungseffekt) oder wenn der Tischantrieb nicht ohne Spiel ist. Die im Gegenlauf gefrästen Flächen besitzen zwar eine durch den Gleitvorgang der Schneide glatte, jedoch wellige Struktur.

Gleichlauffräsen
Beim Gleichlauffräsen bewegt sich die Schneide des rotierenden Werkzeugs im Eingriffsbereich in Richtung des Vektors der Werkstückvorschubrichtung. Baut sich beim Gegenlauffräsen die Kraft langsam auf, so ist sie beim Gleichlauffräsen unmittelbar bei Schneideneintritt am größten, nimmt dann aber kontinuierlich ab. Der Span reißt bei Schneidenaustritt ab, wodurch eine matte Oberfläche entsteht.(Bedingt durch den kommaförmigen Span wird anfangs viel Material abgenommen und am Ende wenig.)
Die kraftrichtungsbedingte Neigung des Fräsers, das Werkstück ruckartig in Vorschubrichtung zu reißen, begünstigt ungewollte Änderungen in der Schlitten- bzw. Werkstückposition. Deshalb muss die Vorschubeinrichtung des Schlittens der Werkzeugmaschine absolute Spielfreiheit bzw. hohe Steifigkeit aufweisen. Aufgrund der geringeren Ratterneigung sind die erreichbaren Oberflächengüten beim Gleichlauffräsen gegenüber dem Gegenlauffräsen unter sonst gleichen Zerspanungsbedingungen besser – vorausgesetzt, diese begünstigen nicht die Bildung von Aufbauschneiden.
Wegen des geringeren Schneiden- und Freiflächenverschleißes kann mit gleicher Standzeit gegenüber dem Gegenlauffräsen die Vorschubgeschwindigkeit um 50 % erhöht werden.
Rechtsdrall
Beim Rechtsdrall werden die Späne nach oben abgeführt. Nachteilig ist, dass der Fräser versucht das Werkstück anzuheben (problematisch bei Vakuum-Tischen).

Linksdrall
Beim Linksdrall werden die Späne nach unten abgeführt. Vorteil hierbei ist, dass der Fräser einen gewissen Druck auf das Werkstück ausübt. Dies ist bei der Benutzung von Vakuum-Tischen sowie bei folierten oder bedruckten Werkstücken von Vorteil (kein Ablösen von Farbe oder Folie).

Gravierer
Zum Gravieren von Kunststoffen und NE-Metallen.
Die „Schriftbreite“ muss in Eigenleistung angeschliffen werden.
Gravierfräser und Gravierstichel


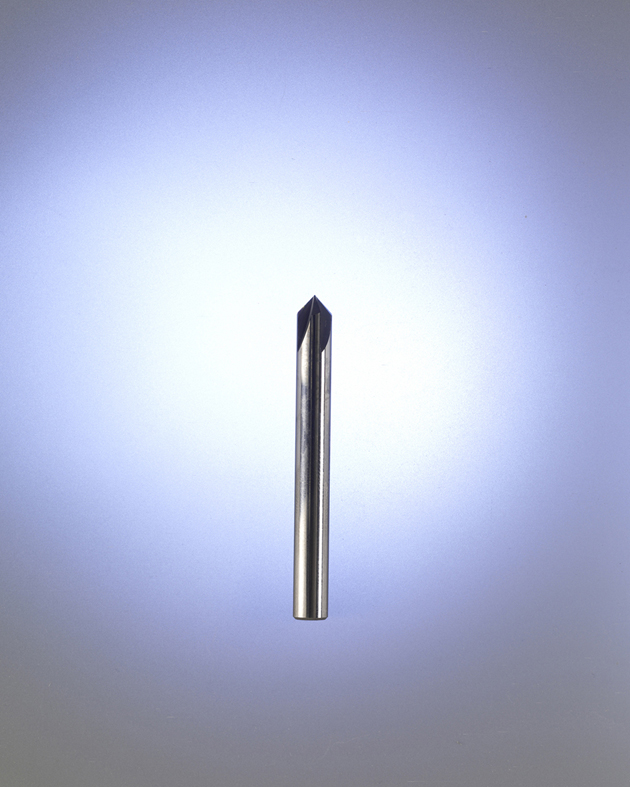
Gravierfräser 60°
Zum Gravieren von Kunststoffen und NE-Metallen.
Die „Schriftbreite“ muss in Eigenleistung angeschliffen werden
Spitzenwinkel 60°
Zähnezahl 1
Spiralwinkel 30°r.
|
|
Entgrater
Für den Einsatz auf CNC-Maschinen entwickelt, speziell für die Konturbearbeitung, zum Entgraten und zum Anfasen von Metallen und Kunststoffen.
Die Entgrater sind auch für die Hartbearbeitung geeignet.
Entgrater für Konturbearbeitung
Entgrater für Konturbearbeitung
Standardmäßig bevorratet ist ein Spitzenwinkel von 90°.
4 - 6 mm Entgrater mit 4 Schneiden, ab 8 mm mit 5 Schneiden
|
|
Sonderwerkzeuge
Größtmögliche Flexibilität bei individuellen Sonderanfertigungen ist für uns selbstverständlich.
Sonderwerkzeuge
Sonderwerkzeuge
Größtmögliche Flexibilität bei individuellen Sonderanfertigungen ist für uns selbstverständlich.
Nach Ihrer Skizze entstehen bedarfsorientierte Lösungen, die exakt auf Ihre Anforderungen abgestimmt sind.
Sprechen Sie mit uns.
Beschichtungen
Sprechen Sie uns an, wenn Sie Ihr Einsatzspektrum erweitern möchten.
Beschichtungen

Wir bieten Tin-, TiAlN-, Futura- und Helica-Beschichtungen für alle Produktbereiche an.
Zum Vorteil unserer Kunden
Seit 1986 fertigen wir Präzisionswerkzeuge aus Vollhartmetall. Langjährige Erfahrung, speziell auf dem Gebiet der VHM-Reibahlen und VHM-Einzahnfräser, macht uns zu Ihrem zuverlässigen und starken Partner.
Mit Hilfe modernster CNC-Schleiftechnik sowie verantwortungsvoll und gewissenhaft agierender Mitarbeiter erreichen wir überdurchschnittliche Präzision und Qualität in unserem täglichen Arbeitsablauf.
Eine größtmögliche Flexibilität bei individuellen Sonderanfertigungen ist für uns selbstverständlich. Nach Ihrer Skizze entstehen bedarfsorientierte Lösungen, die exakt auf Ihre Anforderungen abgestimmt sind. Sprechen Sie uns an, auch bei ausgefallensten Werkzeugwünschen helfen wir Ihnen gerne weiter.
Profitieren Sie von unseren extrem kurzen Lieferzeiten bei 1/100-Reibahlen von 0,1 mm bis 13,5 mm. Wenn Sie bis 11
Uhr bestellen, erfolgt der Versand noch am selben Tag.
Unsere sorgfältige Endkontrolle garantiert einen einwandfreien Zustand aller Produkte, die unser Haus verlassen. Sollten Sie dennoch einmal etwas zu beanstanden haben, sind wir um schnelle Regelung bemüht.


Produktkatalog
Produktübersicht Urbschat Präzisionswerkzeuge
Hier können Sie unseren aktuellen Katalog 2022 als pdf herunterladen (ca. 2 MB).
NEUE PREISE AB 1. AUGUST 2022
Bitte beachten Sie, das seit dem 1. August 2022 alle Preise des Katalogs 2021 um 15% erhöht werden.

Aktuelles
Studenten der TU Dresden entwickeln eigenen Rennwagen
Aggressiv, breit und extrem schnell - so soll der neu Formel-Rennwagen des Formula Students Team Elbflorace der TU Dresden sein. Sie haben es sich zur Aufgabe gemacht, einen einsitzigen Formelrennwagen zu konstruieren und zu fertigen, um damit in den Formula Student Wettbewerben anzutreten.
Doch es gewinnt dabei nur das Auto, welches neben der Rennperformance auch mit seiner Kostenplanung und Verkaufspräsentation überzeugen kann. So werden neben der technischen Umsetzung vor allem auch kaufmännische Aspekte berücksichtigt.
Team Elbflorace besteht derzeit aus 60 aktiven Mitgliedern aus verschiedensten Studienrichtugen. Darunter Maschinenbau-, Mechatronik-, Elektrotechnik-, Wirtschafts- sowie Leichtbaustudiengänge. Durch die Arbeit im Rahmen des Formula Student Wettbewerbs erhalten die Studenten Einblicke in Einsatzfelder ihres späteren Berufslebens und können bereits Kontakte zu Industrie und Wirtschaft knüpfen.
Die neueste Entwicklung: der Elektro-Rennwagen
Das Team ELBFLORACE e.V. hat sich eine Leitlinie überlegt, um auch in der kommenden Saison weiter an technischem Know-How, Kosteneffizienz und Teamwork zu arbeiten. Neu ist hier: der rein elektrisch angetriebene Rennwagen. Fünf Säulen sind es, auf die sich das gesamte Konzept des Teams stützen wird. Hieraus ergibt sich das E-STAR System.
„E“ wie Education
Im Team werden die Ingenieure von morgen immer wieder zu kreativen Lösungen inspiriert, umso auch später den Innovationsprozess für elektrisch angetriebene Fahrzeuge voranzutreiben. Dabei bietet der Verein Studenten eine Plattform, um das in der Theorie erarbeitete Wissen am Beispiel eines alternativ angetriebenen Rennfahrzeugs anzuwenden.
„S“ wie Safety
„Motorsport can be dangerous“ heißt es auf jeder Rennsportveranstaltung. So haben wir auch für diese Saison ein umfassendes Sicherheitskonzept – speziell im nun neuen Umgang mit Hochvolttechnik – erarbeitet.
„T“ wie Team
Die Leitlinie E-STAR widmet sich auch der stetigen Verbesserung des Teamgefüges, um sich durch ein effektiv zusammenarbeitendes Team gegen die starke Konkurrenz aus dem In- und Ausland durchzusetzen.
„A“ wie Award
Der Sieg als Ziel ist die treibende Kraft, die uns als Rennsportteam beflügelt, in kürzester Zeit einen konkurrenzfähigen Rennwagen zu bauen. Bei dem Rennevent auf dem spanischen Curcuit de Catalunya wurden wir letztes Jahr im Besonderen für unsere Zusammenarbeit mit dem „Best Teamwork Award“ ausgezeichnet.
„R“ wie Reliability
Zuverlässigkeit ist die Basis eines jeden erfolgreichen Projektes. Die Verlässlichkeit von Apparaten und Werkstoffen, aber auch von Personen, stellt sicher, dass wir unser Ziel erreichen werden: die Konstruktion eines neuen, innovativen Rennboliden.
ESTAR Elektro-Rennwagen
Wir unterstützen das hochmotivierte Team mit Reibahlen und Sonderwerkzeugen.



Kontaktieren Sie uns!
Haben wir Ihr Interesse geweckt, haben Sie Fragen oder wünschen einen Termin oder möchten Sie unsere Produkte bestellen?
Rufen Sie uns bitte an, schreiben Sie uns einen Brief oder ein Fax, oder schicken Sie uns eine E-Mail:
info@urbschat-tools.de
tel. +49 2333 5979
fax. +49 2333 4683
Urbschat-Tools GmbH
Aufsicht 6
D 58256 Ennepetal
